Estamos a traduzir a nossa loja para português!
Mas como temos muitos produtos e páginas, vai demorar algum tempo. Entretanto, o nosso catálogo de produtos estará em inglês. Obrigado pela sua paciência!
- [D] Diameter (Shaft)(mm)
- 6
- 8
- 10
- 12
- 13
- 16
- 20
- 25
- 30
- 35
- 40
- [L] Length (Shaft)(mm)[25-1496/1mm unidades]
- Surface Treatment
- [B] Length (thread)(mm)
- 50
[2-150/1mm unidades] - [F] Length (stud - offset - front side)(mm)[0-150/1mm unidades]
- [P] Diameter (stepped - front side)(mm)
- 6
- 8
- 10
- 12
- 16
- 20
- 24
- 30
- [Q](mm)
- 6
- 8
- 10
- 12
- 16
- 20
- 24
- 30
- [S] Length (thread)(mm)
- 50
[0-150/1mm unidades] - [T] Length (stud - stepped - back side)(mm)[0-150/1mm unidades]
- CAD
- 2D
- Dias de envio estimados
- Tudo
- Dentro de 7 dias úteis
- Dentro de 12 dias úteis
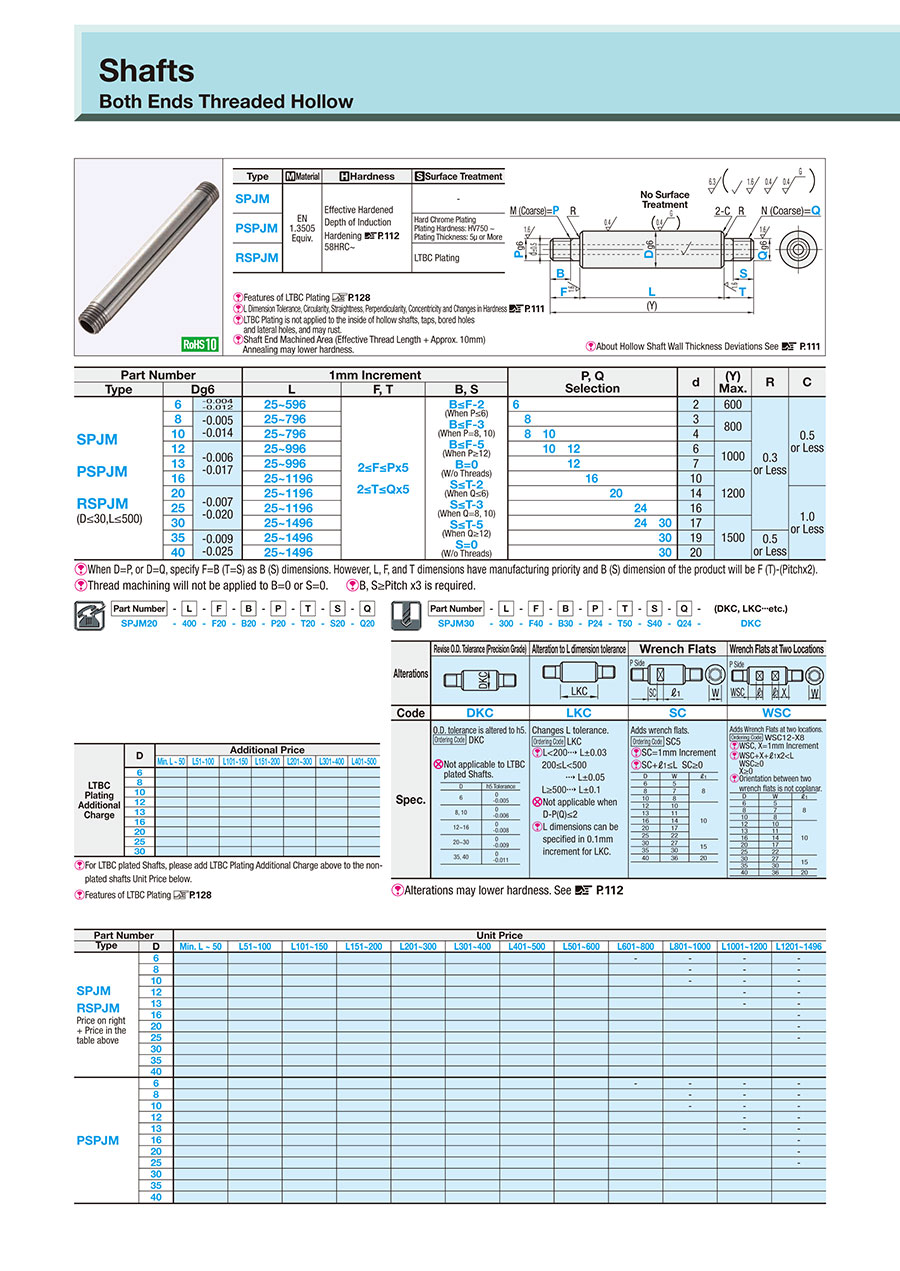
Linear shafts / hollow / two-sided external thread


Passe o rato sobre a imagem para a aumentar
Número da peça:
candidatos encontrados.Desenho de contorno e tabela de especificações
Dimensional Drawing

| Dimension Range | Tolerance (㎜) | |
| Over | or less | |
| 0.5 | 6 | ±0.1 |
| 6 | 30 | ±0.2 |
| 30 | 120 | ±0.3 |
| 120 | 400 | ±0.5 |
| 400 | 1000 | ±0.8 |
| 1000 | 2000 | ±1.2 |
 ; and for unplated products, it is
; and for unplated products, it is  .
.[ ! ] The dimension tolerances for L, F, and T conform to JIS B 0405 Class m. However, threaded chamfer tolerances are excluded.
| Type | [M] Material | [H] Hardness | [S]Surface Treatment |
| SPJM | EN 1.3505 Equiv. | Induction Hardened 58HRC or more | — |
| PSPJM | Hard Chrome Plating Plating Hardness: HV750 or more Plating Thickness: 5µ or More | ||
| RSPJM | Low Temperature Black Chrome Plating |
[ ! ] Low temperature black chrome plating is not applied to the inside of hollow shafts, taps, bored holes and lateral holes, etc. Therefore, they may rust.
[ ! ] Annealing required for wrench flats machining and shaft end threading (effective thread length + approx. 10 mm) may lower hardness.
[ ! ] About Hollow Shaft Wall Thickness Deviations
[ ! ] Machined areas may be out of O.D. tolerances due to annealing-induced deformation.
[ ! ] Hard chrome plating is applied after surface treatment of the base material, so there is no plating on the processed parts.
Specification Table
| Part Number | — | L | — | F | — | B | — | P | — | T | — | S | — | Q |
| SPJM20 | — | 400 | — | F20 | — | B20 | — | P20 | — | T20 | — | S20 | — | Q20 |
| Part Number | 1 mm Increments | P (Coarse), Q (Coarse) Selection | d | (Y) Max. | R | C | ||||
| Type | Dg6 | L | F·T | B·S | ||||||
| SPJM PSPJM RSPJM (D ≤ 30, L ≤ 500) | 6 | −0.004 −0.012 | 25 to 596 | 2 ≤ F ≤ P × 5 2 ≤ T ≤ Q × 5 | B ≤ F−2 (When P ≤ 6) B ≤ F−3 (When P = 8, 10) B ≤ F−5 (When P ≥ 12) B = 0 (W/o Threads) S ≤ T−2 (When Q ≤ 6) S ≤ T−3 (When Q = 8, 10) S ≤ T−5 (When Q ≥ 12) S = 0 (W/o Threads) | 6 | 2 | 600 | 0.3 or Less | 0.5 or Less |
| 8 | −0.005 −0.014 | 25 to 796 | 8 | 3 | 800 | |||||
| 10 | 25 to 796 | 8 10 | 4 | |||||||
| 12 | −0.006 −0.017 | 25 to 996 | 10 12 | 6 | 1000 | |||||
| 13 | 25 to 996 | 12 | 7 | |||||||
| 16 | 25 to 1196 | 16 | 10 | 1200 | ||||||
| 20 | −0.007 −0.020 | 25 to 1196 | 20 | 14 | 1.0 or Less | |||||
| 25 | 25 to 1196 | 24 | 16 | |||||||
| 30 | 25 to 1496 | 24 30 | 17 | 1500 | ||||||
| 35 | −0.009 −0.025 | 25 to 1496 | 30 | 19 | 0.5 or Less | |||||
| 40 | 25 to 1496 | 30 | 20 | |||||||
[!] Thread machining will not be applied to B = 0 or S = 0. [!] B, S ≥ Pitch × 3 is required.
■Details of Thread Section C Chamfering
| Thread Nominal M | Pitch P | Chamfering C (Reference Value) |
| 3 | 0.50 | 0.50 |
| 4 | 0.70 | 0.75 |
| 5 | 0.80 | 0.75 |
| 6 | 1.00 | 1.00 |
| 8 | 1.25 | 1.25 |
| 10 | 1.50 | 1.50 |
| 12 | 1.75 | 1.75 |
| 16 | 2.00 | 2.00 |
| 20 | 2.50 | 2.50 |
| 24 | 3.00 | 3.00 |
| 30 | 3.50 | 3.50 |

Alteration Details
·See below for alteration.
* When selecting multiple alterations, the distance between machined areas should be 2 mm or more.
* Alteration may lower hardness.
| Alteration Code | Alteration Details | Fixed Dimension | Applicable Conditions | Ordering Example | |||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DKC | Changes O.D. tolerance to h5
|
| [NG] Not applicable to low temperature chrome plated products | SPJM30-300-F40-B30-P24-T50-S40-Q24-DKC | |||||||||||||||||||||||||||||
| LKC | Change L tolerance to a higher precision level
| ·L < 200→L±0.03 ·200 ≤ L < 500→L±0.05 ·L ≥ 500→L±0.1 | [ ! ]L Dimension can be specified in 0.1 mm increments [NG] Not applicable when D - P ≤ 2 | SPJM30-300.5-F40-B30-P24-T50-S40-Q24-LKC | |||||||||||||||||||||||||||||
| SC | Wrench Flat at One Location
|
| [ ! ]SC = 1 mm Increments [ ! ]SC+ℓ1 ≤ L [ ! ]SC ≥ 0 | SPJM30-300-F40-B30-P24-T50-S40-Q24-SC5
| |||||||||||||||||||||||||||||
| WSC | Wrench Flats at Two Locations
| [ ! ] WSC, X = 1 mm Increments [ ! ]WSC+X+ℓ1 × 2 < L [ ! ]WSC ≥ 0, X ≥ 0 [NG] Due to deviation in the angle of alterations, it will not be on the same plane. | SPJM30-300-F40-B30-P24-T50-S40-Q24-WSC12-X8 |




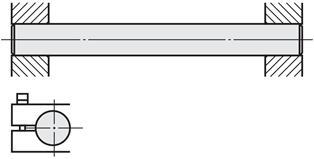
Circularity (M), Straightness (K), L Dimension Tolerance, Perpendicularity .gif) Back to Drawing
Back to Drawing


1/2 of measured runout is defined as the straightness.
Shaft Outer Dia. g6 (Hardening)
| D | Circularity M | |
|---|---|---|
| Over | or Less | |
| 5 | 13 | 0.004 |
| 13 | 20 | 0.005 |
| 20 | 40 | 0.006 |
Shaft Outer Dia. g6 (Hardening)
| D | L | Straightness K | |
|---|---|---|---|
| 6 to 40 | L ≤ 100 | 0.01 or Less | |
| L > 100 | (L/100) × 0.01 or Less | ||
Shaft Outer Dia. g6 (Hardening)
| L | L Dimension Tolerance | |
|---|---|---|
| Over | or Less | |
| 24 | 30 | ±0.2 |
| 30 | 120 | ±0.3 |
| 120 | 400 | ±0.5 |
| 400 | 1000 | ±0.8 |
| 1000 | 1500 | ±1.2 |
■About hollow shaft wall thickness deviations and internal diameters
Depending on the material, hollow shafts will vary in wall thickness deviation (A–B) and internal diameter (d).
| O.D. (D) | EN 1.3505 Equiv. | EN 1.4125 Equiv. | ||
| Wall Thickness Deviation | I.D. | Wall Thickness Deviation | I.D. | |
| 6 | R0.3 or Less | 2 | — | — |
| 8 | 0.4 or Less | 3 | 1.5 or Less | 3 |
| 10 | 4 | 4.0 or Less | 4 | |
| 12 | 6 | 5 | ||
| 13 | 7 | 5 | ||
| 16 | 10 | 6 | ||
| 20 | 14 | 8 | ||
| 25 | 0.6 or Less | 16 | 10 | |
| 30 | 1.0 or less | 17 | 12 | |
| 35 | 19 | — | — | |
| 40 | 1.5 or Less | 20 | — | — |
| 50 | 26 | — | — | |

Deviation Value = A - B
I.D. = d
* Hollow shaft interior surfaces are not plated. Therefore, they may rust.
Notes on Hardening and Surface Treating
■Reduced Hardness around Machined Areas
·Although processing is performed after the base material is hardened, annealing may lower hardness of the machined area.
* Reduced Hardness: Approximately 10 to 40 HRC
■Reduced Hardness Range
·Approximately 10 mm from the machined area
(Example)

■Machining area where hardness has lowered due to annealing
·Threaded, Wrench Flats
■Effective Hardened Layer Depth of Hardening
The effective hardened layer depth varies depending on the external dimensions and materials.
| O.D. D | Effective Hardened Layer Depth | |||
|---|---|---|---|---|
| EN 1.3505 Equiv. | EN 1.4125 Equiv. | |||
| 6 to 10 | 0.5 or More | 0.5 or More | ||
| 12·13 | 0.7 or More | |||
| 16·20 | 0.7 or More | |||
| 25 to 40 | 1.0 or More | |||
■About hard chrome plating and plating layer of processed part
- Hard chrome plating is applied after surface treatment of the base material, so there is no plating on the processed parts.
- In the example below, only "///" area is treated with hard chrome plating.
* Hollow shaft interior surfaces are not plated. Therefore, they may rust.
Ex. Plating Remains: Stepped, Threaded Shaft, Set Screw Flat
/// Part: Plating Remains

Difference Between Shaft and Rotary Shaft
■ Basic Specifications
| Specifications | Shafts | Rotary Shaft | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Material | EN 1.3505 Equiv. EN 1.4125 Equiv. | EN 1.1191 Equiv. EN 1.4301 Equiv. | EN 1.1191 Equiv. EN 1.4301 Equiv. | EN 1.7220 Equiv. | ||||||
| Hardening | Induction Hardened | — | — | Hardness: 30 to 35 HRC | ||||||
| O.D. Tolerance | g6/h5 | f8 | g6/h9/h7 | g6 | ||||||
| Surface Treatment | No Plating Hard Chrome Plating Low Temperature Black Chrome Plating Electroless Nickel Plating (Surface Treatment Fully Plated Type) | Hard Chrome Plating | No Plating Black Oxide Electroless Nickel Plating | Black Oxide Electroless Nickel Plating | ||||||
* Hard chrome plating leaves no plating layer on the machined part.
■ Alteration
| Alterations | Shafts | Rotary Shaft | |||||
|---|---|---|---|---|---|---|---|
| L Dimension Tolerance | L < 200⇒L±0.03 200 ≤ L < 500⇒L±0.05 L ≥ 500⇒L±0.1 | L < 500⇒L±0.05 L ≥ 500⇒L±0.1 Not applicable when L ≥ 800 | |||||
| Wrench Flats | Can be specified up to 2 Locations | Can be specified up to 1 Location | |||||
| Set Screw Flat | Can be specified up to 2 Locations | Can be specified up to 3 Locations | |||||
| 2 Set Screw Flats | Can be specified up to 2 Locations Angle Specified: Fixed | Can be specified up to 1 Location Angle Specified: Configurable in 15 degree Increments | |||||
| V Groove | Can be specified up to 2 Locations | — | |||||
| Keyway | Can be specified up to 2 Locations Processing of Stepped Part: Not Possible | Can be specified up to 4 Locations Processing of Stepped Part: Possible | |||||
| Undercut | M6 to M30 | M3 to M30 | |||||
| Tapped Depth | Possible | Possible | |||||
| Retaining Ring Groove | Can be specified 2 Locations (It will be a retaining ring type instead of alterations) | 2 locations on D part, 1 location each on stepped part can be combined | |||||
| Slit Cam Groove | — | Can be specified up to 1 Location | |||||
| Concentricity | — | Possible | |||||
| Left-hand Thread / Thread | — | Possible | |||||
| Slit Added | — | Can be specified up to 1 Location | |||||
| C Chamfering Width | — | Possible | |||||
Lista de números de peça
| Número da peça |
|---|
Preço unitário (excluindo IVA)(Preço unitário incluindo IVA) | Data de envio standard |
|---|
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 12 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
- ( - ) | 7 dias úteis |
Informações detalhadas
Informações básicas
Contorno e especificações
Surface Limits / Hardness - Linear Shafts
Limits of hardness and hardening depth
The linear shafts are processed after the base material has undergone inductive hardening. Therefore, the processed surfaces may result in a deviating hardness.
In the following example, you can view the affected areas of the linear shaft, which may be affected after processing by e.g. threads, level surfaces, key surfaces and transverse bores.
_(450x164).jpg)
Cause for deviating hardness
The raw material of the linear shaft is treated via thermal induction before grinding. Thus, a configured linear shaft can be custom-made not only cost-effectively, but also with short delivery times. The linear shaft is hardened at the boundary layer (boundary layer hardening) of the liner shaft. The depth of the hardened boundary layer depends on the material used and the diameter of the linear shaft. The following table shows the hardening depth of linear shafts.
Coatings and plating are applied to the raw material after hardening and grinding. For more information, see Coatings of the Linear Shaft.
.jpg)
Figure of boundary layer hardening: hardened boundary layer in light gray
Effective hardening depth of linear shafts
| Outside diameter (D) | Effective hardening depth | |||
| EN 1.1191 equiv. | EN 1.3505 equiv. | EN 1.4125 equiv. | EN 1.4301 equiv. | |
| 3 | - | +0.5 | +0.5 | Without induction hardening |
| 4 | - | |||
| 5 | - | |||
| 6 - 10 | +0.3 | |||
| 12 - 13 | +0.5 | +0.7 | +0.5 | |
| 15 - 20 | +0.7 | |||
| 25 - 50 | +0.8 | +1 | ||
Overview of the effective hardening depth as PDF
Coatings of the linear shaft
The surface coating is applied to the raw material before machining the linear shaft. Thanks to their coating, the usable surface or work surface of the linear shaft is not only protected against corrosion but also against wear.
Machined positions of the linear shafts, such as plane surfaces or threads, may be uncoated, as they are added afterwards. This can lead to the machined surfaces being corroded in a linear shaft made of steel. If the linear shaft is used in a corrosive environment, it is recommended to use a stainless steel linear shaft.
The following figure shows the areas of the linear shaft that are coated (crosshatched).
_(321x64).jpg)
Figure: Coating of linear shafts
You can find further information on surface treatment and hardness in this PDF .
General Information - Linear Shafts
Linear Shaft Selection Details
- Material: steel, stainless steel
- Coating/plating: uncoated, hard chrome plated, LTBC coated, chemically nickel-plated
- Heat treatment: untreated, inductively hardened
- ISO tolerances: h5, k5, g6, h6, h7, f8
- Precision classes: perpendicularity 0.03, concentricity (with thread and increments) Ø0.02, perpendicularity 0.20, concentricity (thread and stepper) Ø0.10
- Linearity/roundness: depends on diameter, here for the PDF
Description / basics of the linear shaft
Linear shafts are steel shafts that perform guiding tasks in combination with linear bearings, such as plain bearing bushings or linear ball bushings. Linear shaft holding functions can be adopted from shaft holders or linear ball bearing adapters. Most linear shafts are heat-treated (induction hardened) solid shafts. A special design of linear shafts is the hollow shaft, which is also called tubular shaft. Inductively hardened linear shafts have a high surface hardness and a tough core. The achievable surface hardness is approx. 55-58 HRC (see information on hardening depth). Linear shafts made of stainless steels can generally not be hardened. Therefore, these steel shafts should be chrome plated to protect them from wear.
Materials
Linear shafts are mainly hardened steel shafts. In addition to the selected heat treatment, the steel used in particular imparts its properties to the linear shaft, although it is a hollow shaft or a solid shaft. Therefore, special aspects such as hardness, corrosion and wear must be considered when selecting the shaft steel.
Coatings
To protect linear shafts from corrosion, the surface can be chemically nickel-plated. As an alternative to chemical nickel-plating, steel shafts can also be coated with LTBC. The LTBC coating is an anti-corrosive surface coating and it is a low-reflection coating, made of a 5 μm thick film of fluoropolymer, which in essence is a black film. In addition, the LTBC coating is resistant to bursting pressure by extreme or repeated bending. LTBC-coated linear shafts are thus particularly suitable for locations where corrosion or light reflections are undesirable. Linear shafts that require particularly high surface hardness and wear resistance can be hard chrome plated.
Function
The form and function of linear shafts differ from linear guiderails. Linear guiderails are square rails that work in combination with carriers (rotary elements, carriages) according to the rolling or sliding principle. Linear shafts on the other hand are precision-ground round steel shafts that take on a linear guide function in conjunction with linear ball bushings or plain bearing bushings (maintenance-free bushings).
Areas of Application
Linear shafts are intended for axial motion. Whether horizontal or vertical linear motion, all linear motions can be implemented with linear shafts. Common applications are stroke mechanisms and other applications with high demands on smoothness, precision and service life. Linear shafts can therefore be used in almost all industries of plant construction and mechanical engineering. Linear shafts are often found in 3D printers, metering equipment, measuring devices, positioning devices, alignment devices, bending devices and sorting equipment.
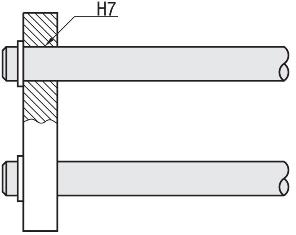
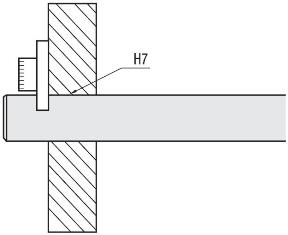
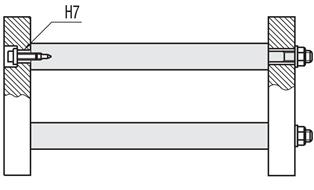
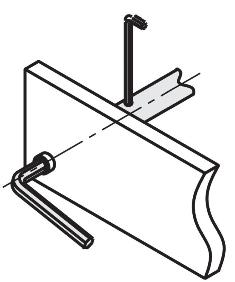
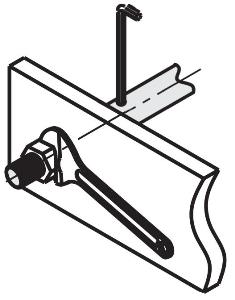
Instructions for Use / Installation - Linear Shafts
For product selection, please observe the linear shaft tolerances (e.g. h5, k5, g6, h6, h7, f8) in conjunction with the diameter tolerance of the plain bearing bushing (sliding bearing) after pressing in or the running circle diameter of the linear ball bearing (ball bushing).
.jpg)
.jpg)
.jpg)
.jpg)
_M0102000000_.jpg)
Adjusting rings/clamping rings
_M0103000000_.jpg)
_M0104000000.jpg)
_M0107080000.jpg)
_M0105000000.jpg)