Linear shafts / stepped on one side / external thread / internal thread / internal thread with centring hole (Part Numbers - CAD Download)

Click on this image to zoom in.
Click on this image to zoom in.
- Order quantities extended (D-JIT)
(i)Remark
- SFIG has been localized according to European needs and requirements. Please have a look on the EU version SFIGEU. SFIGEU is available in EN 1.1213 (Cf53) and h6 / h7.

Part Number
Once your search is narrowed to one product,
the corresponding part number is displayed here.
- Drawing / Specifications
- 3D Preview 3D preview is available after complete configuration
- Part Numbers
- More Information
- Catalog
- Technical Information
| ||||||||||||||||||||||||||||||||||||
Further specifications can be found under the tab More Information.
| Part Number | - | L | - | F | - | B | - | P | - | M | - | N |
| SFIT12 | - | 500 | - | M4 | - | N4 | ||||||
| PSSFIG30 | - | 1000 | - | F4 | - | P10 | - | M6 | - | N10 |
You find further options in detail under Option Overview.
Part Number:
- In order to open the 3D preview, the part number must be fixed.
3D preview is not available, because the part number has not yet been determined.
| Part Number |
Standard Unit Price
| Minimum order quantity | Volume Discount | RoHS | Shaft end Shape (Left) | [D] Diameter (Shaft) (mm) | [L] Length (Shaft) (mm) | Material | Surface Treatment | Hardness | End Section Type | [B] Length (thread) (mm) | [MSC] Size (fine thread - depth 2xMSC) (mm) | [F] Length (stud - offset - front side) (mm) | [PMC] Size (fine thread) (mm) | [PMS] Size (fine thread) (mm) | [P] Diameter (stepped - front side) (mm) | [N] Size (thread - depth 2xN) (mm) | [M] Size (thread - depth 2xM) (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
- | 1 | 7 Days | 10 | External thread | 12 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | - | 5 ~ 12 | 4 | - | ||
- | 1 | 7 Days | 10 | External thread | 12 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | 5 ~ 10 | - | - | 4 | - | ||
- | 1 | 7 Days | 10 | External thread | 12 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | 10 | - | 4 | - | ||
- | 1 | 7 Days | 10 | External thread | 13 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | - | 5 ~ 12 | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | External thread | 13 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | 5 ~ 12 | - | - | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | External thread | 13 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | 10 | - | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | External thread | 15 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | - | 5 ~ 12 | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | External thread | 15 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | 5 ~ 12 | - | - | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | External thread | 15 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | 10 ~ 12 | - | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | External thread | 16 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 75 | - | 2 ~ 80 | - | - | 5 ~ 16 | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 16 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 75 | - | 2 ~ 80 | 5 ~ 15 | - | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 16 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 75 | - | 2 ~ 80 | - | 10 ~ 14 | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 18 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 75 | - | 2 ~ 80 | - | - | 5 ~ 16 | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 18 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 75 | - | 2 ~ 80 | 5 ~ 17 | - | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 18 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 75 | - | 2 ~ 80 | - | 10 ~ 14 | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 20 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 95 | - | 2 ~ 100 | - | - | 6 ~ 20 | 5 ~ 10 | - | ||
- | 1 | 7 Days | 10 | External thread | 20 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 95 | - | 2 ~ 100 | 6 ~ 17 | - | - | 5 ~ 10 | - | ||
- | 1 | 7 Days | 10 | External thread | 20 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 95 | - | 2 ~ 100 | - | 10 ~ 18 | - | 5 ~ 10 | - | ||
- | 1 | 7 Days | 10 | External thread | 25 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 115 | - | 2 ~ 120 | - | - | 8 ~ 24 | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | External thread | 25 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 115 | - | 2 ~ 120 | 8 ~ 20 | - | - | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | External thread | 25 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 115 | - | 2 ~ 120 | - | 10 ~ 18 | - | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | External thread | 30 | 25 ~ 1498 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 145 | - | 2 ~ 150 | - | - | 8 ~ 30 | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | External thread | 30 | 25 ~ 1498 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 145 | - | 2 ~ 150 | 8 ~ 25 | - | - | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | External thread | 30 | 25 ~ 1498 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded | 3 ~ 145 | - | 2 ~ 150 | - | 10 ~ 18 | - | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | External thread | 12 | 25 ~ 998 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded Shafts with O.D. same as Shaft O.D. | 3 ~ 55 | - | - | - | - | - | 4 | - | ||
- | 1 | 7 Days | 10 | External thread | 16 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded Shafts with O.D. same as Shaft O.D. | 3 ~ 80 | - | - | - | - | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | External thread | 20 | 25 ~ 1198 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded Shafts with O.D. same as Shaft O.D. | 3 ~ 95 | - | - | - | - | - | 5 ~ 10 | - | ||
- | 1 | 7 Days | 10 | External thread | 30 | 25 ~ 1498 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Threaded Shafts with O.D. same as Shaft O.D. | 3 ~ 145 | - | - | - | - | - | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 12 | 25 ~ 1000 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 4 | 4 ~ 8 | ||
- | 1 | 7 Days | 10 | Internal thread | 12 | 25 ~ 1000 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 | - | - | - | - | 4 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 13 | 25 ~ 1000 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 4 ~ 5 | 4 ~ 8 | ||
- | 1 | 7 Days | 10 | Internal thread | 13 | 25 ~ 1000 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 | - | - | - | - | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 15 | 25 ~ 1000 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 4 ~ 5 | 4 ~ 10 | ||
- | 1 | 7 Days | 10 | Internal thread | 15 | 25 ~ 1000 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 6 ~ 10 | - | - | - | - | 4 ~ 5 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 16 | 30 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 4 ~ 6 | 4 ~ 10 | ||
- | 1 | 7 Days | 10 | Internal thread | 16 | 30 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 ~ 10 | - | - | - | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 18 | 30 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 4 ~ 6 | 4 ~ 12 | ||
- | 1 | 7 Days | 10 | Internal thread | 18 | 30 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 ~ 12 | - | - | - | - | 4 ~ 6 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 20 | 30 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 5 ~ 10 | 4 ~ 12 | ||
- | 1 | 7 Days | 10 | Internal thread | 20 | 30 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 ~ 14 | - | - | - | - | 5 ~ 10 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 25 | 35 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 6 ~ 12 | 4 ~ 16 | ||
- | 1 | 7 Days | 10 | Internal thread | 25 | 35 ~ 1200 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 ~ 18 | - | - | - | - | 6 ~ 12 | - | ||
- | 1 | 7 Days | 10 | Internal thread | 30 | 35 ~ 1500 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | - | - | - | - | - | 6 ~ 12 | 6 ~ 24 | ||
- | 1 | 7 Days | 10 | Internal thread | 30 | 35 ~ 1500 | [Stainless Steel (martensitique)] EN 1.4037 Equiv. | Hard Chrome Plating | Induction Hardening (56HRC~) | One End Tapped | - | 8 ~ 18 | - | - | - | - | 6 ~ 12 | - | ||
- | 1 | 4 Days | 10 | Internal thread | 12 | 25 ~ 1000 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 40 | - | - | 6 ~ 10 | 4 | 4 ~ 6 | ||
- | 1 | 4 Days | 10 | Internal thread | 13 | 25 ~ 1000 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 44 | - | - | 6 ~ 11 | 4 ~ 5 | 4 ~ 8 | ||
- | 1 | 4 Days | 10 | Internal thread | 15 | 25 ~ 1000 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 52 | - | - | 6 ~ 13 | 4 ~ 5 | 4 ~ 10 | ||
- | 1 | 4 Days | 10 | Internal thread | 16 | 30 ~ 1200 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 56 | - | - | 6 ~ 14 | 4 ~ 6 | 4 ~ 10 | ||
- | 1 | 7 Days | 10 | Internal thread | 18 | 30 ~ 1200 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 64 | - | - | 8 ~ 16 | 4 ~ 6 | 4 ~ 12 | ||
- | 1 | 4 Days | 10 | Internal thread | 20 | 30 ~ 1200 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 68 | - | - | 8 ~ 17 | 5 ~ 10 | 4 ~ 12 | ||
- | 1 | 4 Days | 10 | Internal thread | 25 | 35 ~ 1200 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 88 | - | - | 8 ~ 22 | 6 ~ 12 | 4 ~ 16 | ||
- | 1 | 4 Days | 10 | Internal thread | 30 | 35 ~ 1500 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Stepped and Tapped Shafts | - | - | 2 ~ 108 | - | - | 9 ~ 27 | 6 ~ 12 | 6 ~ 24 | ||
- | 1 | 4 Days | 10 | External thread | 12 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | - | 5 ~ 12 | 4 | - | ||
- | 1 | 4 Days | 10 | External thread | 12 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | 5 ~ 10 | - | - | 4 | - | ||
- | 1 | 4 Days | 10 | External thread | 12 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | 10 | - | 4 | - | ||
- | 1 | 4 Days | 10 | External thread | 13 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | - | 5 ~ 12 | 4 ~ 5 | - | ||
- | 1 | 4 Days | 10 | External thread | 13 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | 5 ~ 12 | - | - | 4 ~ 5 | - | ||
- | 1 | 4 Days | 10 | External thread | 13 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | 10 | - | 4 ~ 5 | - | ||
- | 1 | 4 Days | 10 | External thread | 15 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | - | - | 5 ~ 12 | 4 ~ 5 | - | ||
- | 1 | 4 Days | 10 | External thread | 15 | 25 ~ 998 | [Alloyed Steel] EN 1.3505 Equiv. | No Treatment | Induction Hardening (58HRC~) | One End Threaded | 3 ~ 55 | - | 2 ~ 60 | 5 ~ 12 | - | - | 4 ~ 5 | - |
Loading...
Overview of the shaft designs as PDF
| D Tol. | |
| D | g6 |
| 12 | -0.006 -0.017 |
| 13 | |
| 15 | |
| 16 | |
| 18 | |
| 20 | -0.007 -0.020 |
| 25 | |
| 30 | |
■One End Tapped, One End Stepped and Tapped
| Part Number | 1mm Increment | Selection | Pilot Dimensions | (Y)Max. | R | C | |||||||||||||||||||||||||||
| Type | D | L | F | P | M Coarse (Tapped) | M Coarse (Stepped and Tapped) | N (Selection) | V Hole Diameter | ℓ Hole Depth | ||||||||||||||||||||||||
| Tapped Type SFIT SSFIT PSFIT PSSFIT Stepped and Tapped Type SFIG SSFIG PSFIG PSSFIG | 12 | 25~1000 | 2≤F≤Px4 | 6~10 | 4 | 5 | 6 | 8 | 4 | 5 | 6 | 4 | 8 | 9 | 1000 | 0.3 or Less | 0.5 or Less | ||||||||||||||||
| 13 | 25~1000 | 6~11 | 4 | 5 | 6 | 8 | 4 | 5 | 6 | 8 | 4 | 5 | 10 | 11 | 1000 | ||||||||||||||||||
| 15 | 25~1000 | 6~13 | 4 | 5 | 6 | 8 | 10 | 4 | 5 | 6 | 8 | 10 | 4 | 5 | 1000 | ||||||||||||||||||
| 16 | 30~1200 | 6~14 | 4 | 5 | 6 | 8 | 10 | 4 | 5 | 6 | 8 | 10 | 4 | 5 | 6 | 12 | 13 | 1200 | |||||||||||||||
| 18 | 30~1200 | 8~16 | 4 | 5 | 6 | 8 | 10 | 12 | 4 | 5 | 6 | 8 | 10 | 12 | 4 | 5 | 6 | 1200 | 1.0 or Less | ||||||||||||||
| 20 | 30~1200 | 8~17 | 4 | 5 | 6 | 8 | 10 | 12 | 4 | 5 | 6 | 8 | 10 | 12 | 5 | 6 | 8 | 10 | 16 | 17 | 1200 | ||||||||||||
| 25 | 35~1200 | 8~22 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 6 | 8 | 10 | 12 | 20 | 21 | 1200 | ||||||||||
| 30 | 35~1500 | 9~27 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 6 | 8 | 10 | 12 | 1500 | ||||||||||||
| Coarse Thread Dimension | |
| M | Pitch |
| 4 | 0.7 |
| 5 | 0.8 |
| 6 | 1.0 |
| 8 | 1.25 |
| 10 | 1.5 |
| 12 | 1.75 |
| 16 | 2.0 |
| 20 | 2.5 |
| 24 | 3.0 |
| 30 | 3.5 |
■One End Threaded, One End Threaded with O.D. same as Shaft O.D.
| Part Number | 1mm Increment | Selection | Pilot Dimensions | (Y)Max. | R | C | |||||||||||||||||||
| Type | D | L | F | B (Threaded) | B (One End Threaded with O.D. same as Shaft O.D.) | P | N (Selection) | V Hole Diameter | ℓ Hole Depth | ||||||||||||||||
| Threaded Type SFIN SSFIN PSFIN PSSFIN One End Threaded with O.D. same as Shaft O.D. SFIQ SSFIQ PSFIQ PSSFIQ Shafts with O.D. same as Shaft O.D. are available for * sizes only. | *12 | 25~998 | 2≤F≤Px5 | (When P≤6) B≤F-2 (When P=8, 10) B≤F-3 (When P≥12) B≤F-5 B≥Pitchx3 | 2≤B≤Px5 For One End Threaded with O.D. same as Shaft O.D., L dimensions have priority, thus the effective thread length will be B-(Pitchx2). | 5 | 6 | 8 | 10 | 12 | 4 | 8 | 9 | 1000 | 0.3 or Less | 0.5 or Less | |||||||||
| 13 | 25~998 | 5 | 6 | 8 | 10 | 12 | 4 | 5 | 10 | 11 | 1000 | ||||||||||||||
| 15 | 25~998 | 5 | 6 | 8 | 10 | 12 | 4 | 5 | 1000 | ||||||||||||||||
| *16 | 25~1198 | 5 | 6 | 8 | 10 | 12 | 16 | 4 | 5 | 6 | 12 | 13 | 1200 | ||||||||||||
| 18 | 25~1198 | 5 | 6 | 8 | 10 | 12 | 16 | 4 | 5 | 6 | 1200 | ||||||||||||||
| *20 | 25~1198 | 6 | 8 | 10 | 12 | 16 | 20 | 5 | 6 | 8 | 10 | 16 | 17 | 1200 | 1.0 or Less | ||||||||||
| 25 | 25~1198 | 8 | 10 | 12 | 16 | 20 | 24 | 6 | 8 | 10 | 12 | 20 | 21 | 1200 | |||||||||||
| *30 | 25~1498 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 6 | 8 | 10 | 12 | 1500 | ||||||||||||
You find further options in detail under Option Overview.
Surface Limits / Hardness - Linear Shafts
Limits of hardness and hardening depth
The linear shafts are processed after the base material has undergone inductive hardening. Therefore, the processed surfaces may result in a deviating hardness.
In the following example, you can view the affected areas of the linear shaft, which may be affected after processing by e.g. threads, level surfaces, key surfaces and transverse bores.
_(450x164).jpg)
Cause for deviating hardness
The raw material of the linear shaft is treated via thermal induction before grinding. Thus, a configured linear shaft can be custom-made not only cost-effectively, but also with short delivery times. The linear shaft is hardened at the boundary layer (boundary layer hardening) of the liner shaft. The depth of the hardened boundary layer depends on the material used and the diameter of the linear shaft. The following table shows the hardening depth of linear shafts.
Coatings and plating are applied to the raw material after hardening and grinding. For more information, see Coatings of the Linear Shaft.
.jpg)
Figure of boundary layer hardening: hardened boundary layer in light gray
Effective hardening depth of linear shafts
| Outside diameter (D) | Effective hardening depth | |||
| EN 1.1191 equiv. | EN 1.3505 equiv. | EN 1.4125 equiv. | EN 1.4301 equiv. | |
| 3 | - | +0.5 | +0.5 | Without induction hardening |
| 4 | - | |||
| 5 | - | |||
| 6 - 10 | +0.3 | |||
| 12 - 13 | +0.5 | +0.7 | +0.5 | |
| 15 - 20 | +0.7 | |||
| 25 - 50 | +0.8 | +1 | ||
Overview of the effective hardening depth as PDF
Coatings of the linear shaft
The surface coating is applied to the raw material before machining the linear shaft. Thanks to their coating, the usable surface or work surface of the linear shaft is not only protected against corrosion but also against wear.
Machined positions of the linear shafts, such as plane surfaces or threads, may be uncoated, as they are added afterwards. This can lead to the machined surfaces being corroded in a linear shaft made of steel. If the linear shaft is used in a corrosive environment, it is recommended to use a stainless steel linear shaft.
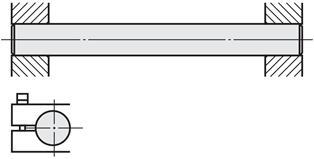
The following figure shows the areas of the linear shaft that are coated (crosshatched).
_(321x64).jpg)
Figure: Coating of linear shafts
You can find further information on surface treatment and hardness in this PDF .
General Information - Linear Shafts
Linear Shaft Selection Details
- Material: steel, stainless steel
- Coating/plating: uncoated, hard chrome plated, LTBC coated, chemically nickel-plated
- Heat treatment: untreated, inductively hardened
- ISO tolerances: h5, k5, g6, h6, h7, f8
- Precision classes: perpendicularity 0.03, concentricity (with thread and increments) Ø0.02, perpendicularity 0.20, concentricity (thread and stepper) Ø0.10
- Linearity/roundness: depends on diameter, here for the PDF
Description / basics of the linear shaft
Linear shafts are steel shafts that perform guiding tasks in combination with linear bearings, such as plain bearing bushings or linear ball bushings. Linear shaft holding functions can be adopted from shaft holders or linear ball bearing adapters. Most linear shafts are heat-treated (induction hardened) solid shafts. A special design of linear shafts is the hollow shaft, which is also called tubular shaft. Inductively hardened linear shafts have a high surface hardness and a tough core. The achievable surface hardness is approx. 55-58 HRC (see information on hardening depth). Linear shafts made of stainless steels can generally not be hardened. Therefore, these steel shafts should be chrome plated to protect them from wear.
Materials
Linear shafts are mainly hardened steel shafts. In addition to the selected heat treatment, the steel used in particular imparts its properties to the linear shaft, although it is a hollow shaft or a solid shaft. Therefore, special aspects such as hardness, corrosion and wear must be considered when selecting the shaft steel.
Coatings
To protect linear shafts from corrosion, the surface can be chemically nickel-plated. As an alternative to chemical nickel-plating, steel shafts can also be coated with LTBC. The LTBC coating is an anti-corrosive surface coating and it is a low-reflection coating, made of a 5 μm thick film of fluoropolymer, which in essence is a black film. In addition, the LTBC coating is resistant to bursting pressure by extreme or repeated bending. LTBC-coated linear shafts are thus particularly suitable for locations where corrosion or light reflections are undesirable. Linear shafts that require particularly high surface hardness and wear resistance can be hard chrome plated.
Function
The form and function of linear shafts differ from linear guiderails. Linear guiderails are square rails that work in combination with carriers (rotary elements, carriages) according to the rolling or sliding principle. Linear shafts on the other hand are precision-ground round steel shafts that take on a linear guide function in conjunction with linear ball bushings or plain bearing bushings (maintenance-free bushings).
Areas of Application
Linear shafts are intended for axial motion. Whether horizontal or vertical linear motion, all linear motions can be implemented with linear shafts. Common applications are stroke mechanisms and other applications with high demands on smoothness, precision and service life. Linear shafts can therefore be used in almost all industries of plant construction and mechanical engineering. Linear shafts are often found in 3D printers, metering equipment, measuring devices, positioning devices, alignment devices, bending devices and sorting equipment.
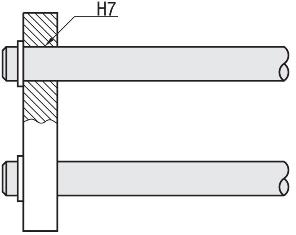
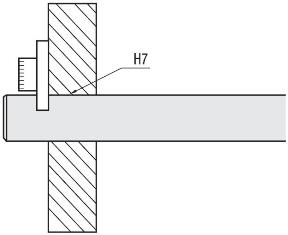
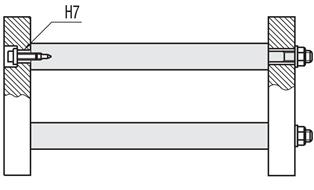
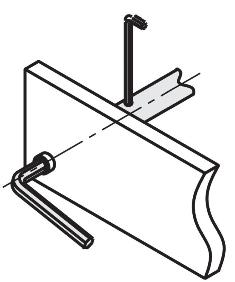
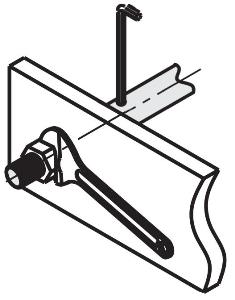
Instructions for Use / Installation - Linear Shafts
For product selection, please observe the linear shaft tolerances (e.g. h5, k5, g6, h6, h7, f8) in conjunction with the diameter tolerance of the plain bearing bushing (sliding bearing) after pressing in or the running circle diameter of the linear ball bearing (ball bushing).
.jpg)
.jpg)
.jpg)
.jpg)
_M0102000000_.jpg)
Adjusting rings/clamping rings
_M0103000000_.jpg)
_M0104000000.jpg)
_M0107080000.jpg)
_M0105000000.jpg)




Basic information
| Basic Shape | Solid | Shaft end Shape (Right) | Positioning Hole and internal thread | Shaft end Perpendicularity | 0.2 |
|---|---|---|---|---|---|
| Heat Treatment | Induction Hardened | ISO Tolerance | g6 |
Configure
Basic Attributes
-
Shaft end Shape (Left)
-
 Internal thread
Internal thread -
 External thread
External thread
-
-
[D] Diameter (Shaft)(mm)
-
[L] Length (Shaft)(mm)
-
Material
- Alloyed Steel
- Stainless Steel (martensitique)
- Alloyed Steel
-
Surface Treatment
- No Treatment
- Hard Chrome Plating
-
Hardness
- Induction Hardening (56HRC~)
- Induction Hardening (58HRC~)
-
End Section Type
- One End Stepped and Tapped Shafts
- One End Tapped
- One End Threaded
- One End Threaded Shafts with O.D. same as Shaft O.D.
-
[B] Length (thread)(mm)
-
[MSC] Size (fine thread - depth 2xMSC)(mm)
-
[F] Length (stud - offset - front side)(mm)
-
[PMC] Size (fine thread)(mm)
-
[PMS] Size (fine thread)(mm)
-
[P] Diameter (stepped - front side)(mm)
-
[N] Size (thread - depth 2xN)(mm)
-
[M] Size (thread - depth 2xM)(mm)
-
Type
- PSFIG
- PSFIN
- PSFIQ
- PSFIT
- PSSFIG
- PSSFIN
- PSSFIQ
- PSSFIT
- SFIG
- SFIN
- SFIQ
- SFIT
- SSFIG
- SSFIN
- SSFIQ
- SSFIT
-
Filter by CAD data type
- 2D
- 3D


Filter by standard shipping days
-
- All
- 4 Days or Less
- 7 Days or Less
Optional Attributes
- The specifications and dimensions of some parts may not be fully covered. For exact details, refer to manufacturer catalogs .
Frequently Asked Questions (FAQ)
-
Question:
What is the difference between a hollow shaft and a solid shaft?
-
Answer:
With the same size, there are three differences between a hollow shaft and a solid shaft. Hollow shafts weigh less. The inner cavity of a hollow shaft is suitable for use as a channel (cable channel). Solid shafts are a bit more rigid (higher resistance torque).
-
Question:
What is the minimum order of linear shafts from MISUMI?
-
Answer:
MISUMI supplies solid shafts, hollow shafts and precision shafts starting at a lot size of 1. This also applies to all other items in our product range.
-
Question:
Noises and vibrations occur with a linear shaft. In addition, there are jerky movements. What could cause this?
-
Answer:
In general, it may be caused if the steel shaft is not properly lubricated. In addition, an incorrectly selected diameter tolerance of the linear shafts may also make the cycle of motion more difficult. When using MISUMI linear ball bearings, a g6 shaft tolerance is recommended (tolerance recommendations may vary depending on the manufacturer).
-
Question:
What is the strength of a solid shaft?
-
Answer:
The strength of a linear shaft, although it is a solid shaft, hollow shaft or precision shaft, should always be selected in consideration of the strength of the material used.
-
Question:
What are the advantages of a hollow shaft over a solid shaft?
-
Answer:
There are various advantages of a hollow shaft compared to a solid shaft. If the outer diameter is the same, the weight of a hollow shaft is lower than that of a solid shaft. However, the cavity of the hollow shaft can also be used as a cable channel or for cooling. A hollow shaft is at the same weight or with the same cross-sectional area more rigid than a solid shaft, because the outer diameter is larger. However, the question that needs to be answered is whether the advantage is a greater room utilization or less weight.
-
Question:
Is a hollow shaft stiffer than a solid shaft?
-
Answer:
The rigidity of a hollow shaft is slightly lower with the same outer diameter than that of a solid shaft. However, with the same cross-sectional area or with the same weight, the stiffness of a hollow shaft is higher than that of a solid shaft, because the outer diameter of the hollow shaft is larger.
-
Question:
Why do I have running grooves on the linear shafts of my 3D printers?
-
Answer:
The running grooves on the linear shaft may have been created, for example, by using a linear ball bearing. To prevent grooves from forming on a steel shaft, it should be hardened and hard chromium plated, making it more durable and resistant to the wear and tear from ball bearings.
-
Question:
How do the flexure properties of hollow shafts and solid shafts differ?
-
Answer:
With an equally large outer diameter, a solid shaft has better flexure properties than an equally large hollow shaft. However, the solid shaft is not much stiffer than a hollow shaft with the same outer diameter, since the outer sections mainly carry the load. Hollow shafts with the same cross-sectional area are more rigid than solid shafts, because they have a larger outer diameter. Therefore, there is physically more material in the outer sections for the bending, which bears the loads.
-
Question:
I need a lacquered or matted shaft because reflections cause problems with the optics. Does MISUMI have something like that?
-
Answer:
MISUMI LTBC-coated linear shafts are an alternative to painted or matted steel shafts. The LTBC coating is low-reflection and has the same effect as painted and matte shafts. In addition, LTBC-coated linear shafts are more resistant to wear and tear and flaking. You can find further information on LTBC coating here .
-
Question:
It has been shown that a hollow shaft is stronger than a solid shaft made of the same material. Why?
-
Answer:
A hollow shaft with the same outer dimensions is principally not stronger than a solid shaft. However, a hollow shaft per weight unit is stronger.
Complementary Products
-
 Plain Bearing Bushes / Flange Selectable / with Housing / Number of Bushes Selectable / Seal Selectable
Plain Bearing Bushes / Flange Selectable / with Housing / Number of Bushes Selectable / Seal Selectable
MISUMI Standard Price : 13.73 € Shipping Days: Same day
-
 Set collars / stainless steel, steel / wedge clamping / double cross hole, cross thread
Set collars / stainless steel, steel / wedge clamping / double cross hole, cross thread
MISUMI Standard Price : 5.60 € Shipping Days: Same day
-
 Linear ball bearings / wide block shape / aluminium / anodised / single double bush
Linear ball bearings / wide block shape / aluminium / anodised / single double bush
MISUMI Standard Price : 17.08 € Shipping Days: Same day
-
 Linear Ball Bearings / Stainless Steel, Steel / Chrome-, Nickel-Plated / Double Ring Groove
Linear Ball Bearings / Stainless Steel, Steel / Chrome-, Nickel-Plated / Double Ring Groove
MISUMI Standard Price : 3.45 € Shipping Days: Same day





MISUMI Unit еxample related to this product




Tech Support
Método de pagamento
Pagamento por conta
Pré-pagamento

Fabrico a pedido
Certificados





Copyright © MISUMI Corporation Todos os direitos reservados.